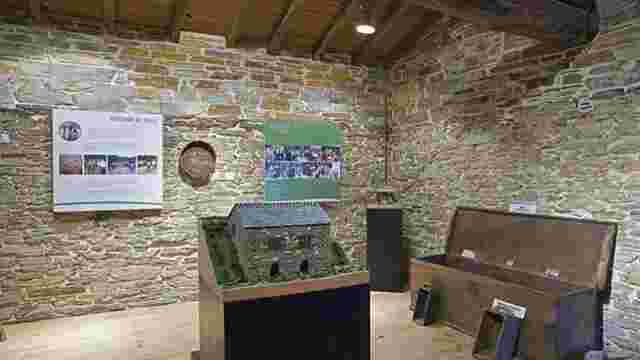
Musées et ethnographie

Atelier de couteaux "Juan Carlos Quintana
CQ est la signature utilisée depuis le début du XXe siècle par Camilo Quintana pour "marquer" ses couteaux. Camilo fabriquait des couverts dans son atelier de Pardiñas, bien qu'il soit né à A Veiga da Sarza, où il a appris le métier de "ferreiro de mazo" auprès de son père Manuel Quintana. Nous pouvons documenter jusqu'à 7 générations de la famille Quintana qui se sont consacrées au travail du fer, depuis l'année 1700 environ.
En 1995, Juan Carlos Quintana a ouvert un nouvel atelier, toujours à Pardiñas, pour fabriquer des couteaux, en utilisant la signature de son arrière-grand-père (CQ) pour marquer ses produits. L'équipe de CQ Taramundi est actuellement composée de Juan Carlos Quintana, José Manuel Cerdeira, Elvira Rodríguez et Erico Martínez. En 2001, José Manuel Cerdeira a rejoint l'atelier, d'abord comme apprenti, puis comme coutelier. En juillet 2009, Elvira Rodríguez a rejoint l'atelier. Elvira est chargée de la décoration et de la finition, ainsi que du service à la clientèle. En juillet 2016, Erico Martínez a commencé sa formation de coutelier. En mars 2017, il a commencé à fabriquer ses premières pièces prêtes à être vendues.
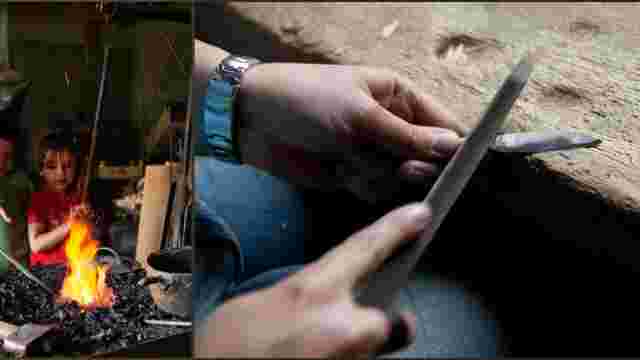
L'espace de travail actuel a une surface approximative de 200 m2, divisée en 5 zones : salle de traitement, forge, salle CNC, salle de gravure et entrepôt. Différents matériaux sont utilisés pour fabriquer les différentes séries et modèles : acier inoxydable, carbone, buis, bruyère, granadillo, cocobolo, os, corne, argent, micarta, pierre à papier, ... en appliquant différentes techniques, des plus traditionnelles, apprises des meilleurs couteliers de Taramundi, aux plus avant-gardistes, comme la découpe au laser, l'affûtage CNC ou la trempe dans un four à atmosphère contrôlée.
Certains outils de l'atelier ont été développés pour répondre aux besoins du travail à effectuer (par exemple, la ponceuse hydroventilée, qui permet d'effectuer tout le processus d'ébauche de la lame à l'état réfrigéré, afin que la dureté de la trempe ne soit pas affectée par le processus d'usinage).
L'affûtage final de chaque lame est effectué manuellement, de sorte que les plans qui forment la lame se terminent pratiquement à "0" et que le biseau soit le plus discret possible. La coupe est ainsi plus douce et plus précise.