Destino Oscos-Eo (mapa general)

Taller de navajas "Juan Carlos Quintana"
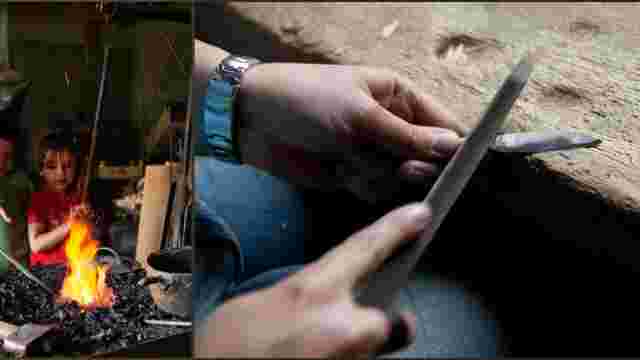
CQ es la firma utilizada, desde principios del siglo XX por Camilo Quintana para “marcar” sus navajas. Camilo fabricó cuchillería en su taller de Pardiñas, aunque había nacido en A Veiga da Sarza, donde aprendió el oficio de “ferreiro de mazo” de su padre Manuel Quintana. Hasta 7 generaciones podemos documentar de la familia Quintana dedicadas a trabajar el hierro, desde aproximadamente el año 1700.
En el año 1995 Juan Carlos Quintana pone en marcha un nuevo taller, también en Pardiñas para fabricar navajas y cuchillos, utilizando la firma de su bisabuelo (CQ) para marcar sus productos. Actualmente el equipo de CQ Taramundi está formado por Juan Carlos Quintana, José Manuel Cerdeira, Elvira Rodríguez y Erico Martínez. En el año 2001 se incorpora al taller José Manuel Cerdeira, primero como aprendiz y posteriormente como cuchillero. En Julio del 2009 se incorpora Elvira Rodríguez. Elvira es la encargada de la decoración y de los acabados, además de la atención al cliente. En Julio de 2016 comienza su formación como cuchillero Erico Martínez. A partir del mes de marzo de 2017 realiza ya sus primeras piezas listas para comercializar.
El actual espacio de trabajo tiene una superficie aproximada de 200 m2, divididos en 5 espacios: sala de elaboración, fragua, sala CNC, sala grabado y almacén. Para la fabricación de las distintas series y modelos se utilizan distintos materiales: acero inoxidable, carbono, madera de boj, de brezo, de granadillo, de cocobolo, hueso, asta, plata, micarta, paper stone, … aplicando distintas técnicas, desde las más tradicionales, aprendidas de los mejores cuchilleros de Taramundi hasta las más vanguardistas, como el corte por láser, el amolado con CNC o el temple en horno de atmósfera controlada.
Algunas herramientas del taller se han desarrollado a medida de las necesidades de los trabajos a realizar(por ejemplo la lijadora hidroventilada, de forma que todo el proceso de desbastado de la hoja se realiza refrigerado para conseguir que la dureza del temple no se vea afectada por el proceso de mecanizado).
El amolado final de cada hoja es realizado de forma manual, de forma que los planos que forman la hoja rematan prácticamente a “0” para que el bisel sea lo más discreto posible. Así se consigue que el corte sea más suave y preciso.